1. Phạm vi áp dụng
Là quá trình thử quan trọng có thể xác định được độ bền, độ đàn hồi, độ dẻo của kim loại.
2. Nguyên tắc thử
Thử kéo mẫu thử dọc trục bằng lực kéo, thông thường cho đến đứt để xác định một hoặc nhiều đặc trưng cơ học được định nghĩa ở điều 4.
Phép thử được tiến hành ở nhiệt độ thường từ 10oC đến 35oC, nếu không có qui định khác. Phép thử tiến hành trong điều kiện được kiểm soát phải thực hiện ở nhiệt độ 23oC ± 5oC.
3.Khái niệm, công thức tính toán
- Độ giãn dài tương đối sau khi đứt (Lu - Lo) được tính bằng phần trăm của chiều dài cữ lúc đầu (Lo)
- Độ bền: là khả năng của kim loại chống lại tác dụng của lực bên ngoài mà không bị phá hỏng. Dạng phá hỏng của kim loại thử kéo là bị đứt.
- Để đánh giá tình trạng chịu lực của vật liệu khác nhau, ta dùng khái niệm ứng suất, ứng suất là tải trọng tác dụng lên một đơn vị thể tích của mẫu thử.
- Độ đàn hồi: là khả năng thay đổi hình dạng dưới tác dụng của lực bên ngoài rồi trở lại như cũ khi bỏ lực tác dụng. Độ dàn hồi có thể xác định bằng lực kéo.
- Độ dẻo: là khả năng biến dạng vĩnh cửu của kim loại dưới tác dụng của lực bên ngoài mà không bị phá hỏng. Độ dẻo được đánh giá bằng:
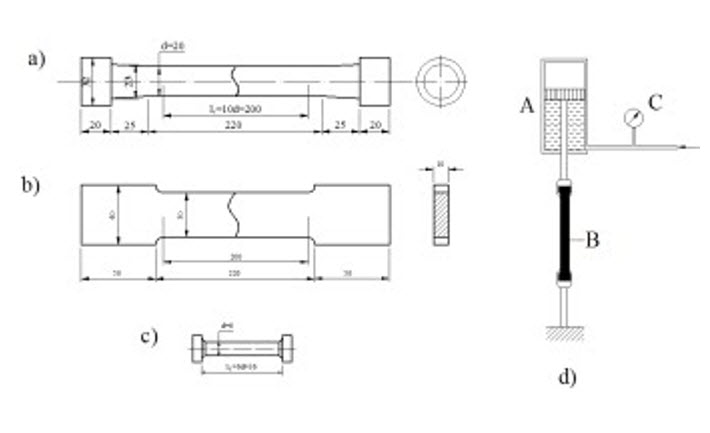
4. Mẫu thử
Hình dạng và kích thước của mẫu thử phụ thuộc vào hình dạng của sản phẩm kim loại dùng để lấy mẫu
Mẫu thử thường được chế tạo bằng cách gia công cơ mẫu lấy từ sản phẩm, phôi ép hoặc đúc. Tuy nhiên có thể thử mà không cần gia công sản phẩm có mặt cắt ngang không đổi (thép hình, thanh, dây, v.v…) và mẫu đúc (như là hợp kim sắt và hợp kim không sắt đúc).
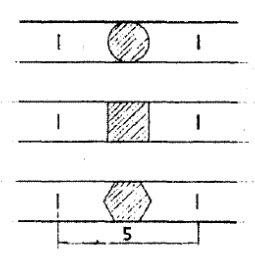
Mặt cắt ngang của mẫu thử có thể là hình tròn, vuông, chữ nhật, hình khuyên hoặc trong các trường hợp đặc biệt có các hình dạng khác.
Mẫu thử, có chiều dài cữ ban đầu liên quan đến diện tích mặt cắt ngang ban đầu bởi phương trình
Lo = k  được gọi là mẫu thử tỷ lệ. Giá trị k = 5,65 được quốc tế chấp nhận. Chiều dài cữ ban đầu không được nhỏ hơn 20 mm. Nếu diện tích mặt cắt ngang ban đầu của mẫu thử quá nhỏ đối với yêu cầu chiều dài cữ theo hệ số k = 5,65 có thể dùng giá trị k lớn hơn (thường là 11,3) hoặc sử dụng mẫu thử không tỷ lệ. được gọi là mẫu thử tỷ lệ. Giá trị k = 5,65 được quốc tế chấp nhận. Chiều dài cữ ban đầu không được nhỏ hơn 20 mm. Nếu diện tích mặt cắt ngang ban đầu của mẫu thử quá nhỏ đối với yêu cầu chiều dài cữ theo hệ số k = 5,65 có thể dùng giá trị k lớn hơn (thường là 11,3) hoặc sử dụng mẫu thử không tỷ lệ.
Trong trường hợp mẫu thử không tỷ lệ, chiều dài cữ ban đầu (Lo) được lấy phụ thuộc vào diện tích mặt cắt ngang ban đầu (So)
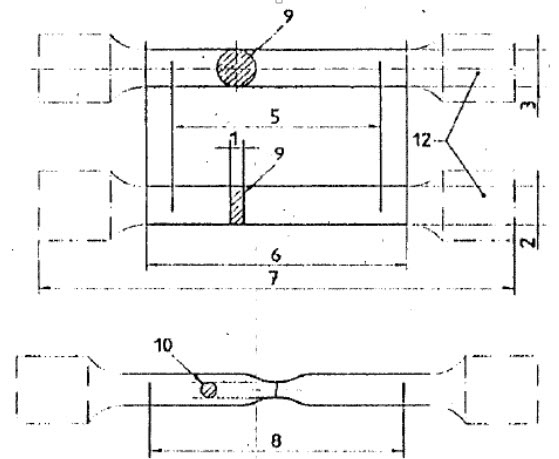
Mẫu thử qua gia công phải có góc lượn chuyển tiếp giữa phần đầu để kẹp vào ngàm và phần song song nếu chúng có kích thước khác nhau. Kích thước của góc lượn chuyển tiếp là quan trọng và chúng được xác định theo các yêu cầu kỹ thuật của vật liệu nếu chúng không được cho trong các phụ lục thích hợp (xem 6.2).
Các đầu để kẹp phải có hình dạng thích hợp với ngàm kẹp của máy thử. Trục của mẫu thử phải trùng hoặc song song với trục đặt lực.
Chiều dài phần song song (Lc) hoặc chiều dài giữa các ngàm để kẹp trong trường hợp mẫu thử không có góc lượn chuyển tiếp, phải luôn luôn lớn hơn chiều dài cữ ban đầu (Lo)
- Mẫu thử không qua gia công
Nếu mẫu thử bao gồm các phần không gia công của sản phẩm hoặc thanh mẫu không gia công, chiều dài giữa các ngàm để kẹp phải đủ để đánh dấu cữ ban đầu và cách ngàm một khoảng hợp lý
Mẫu đúc phải có góc lượn chuyển tiếp giữa phần đầu để kẹp vào ngàm và phần song song. Kích thước của góc lượn chuyển tiếp là quan trọng và chúng được xác định theo các tiêu chuẩn sản phẩm. Các đầu để kẹp, phải có hình dạng thích hợp với ngàm kẹp của máy thử. Chiều dài phần song song (Lc) phải luôn luôn lớn hơn chiều dài cữ ban đầu (Lo)
A.THÉP TẤM, THÉP HÌNH
| Phương pháp thử |
Chiều dày T/D |
W (D) |
lo |
P |
L |
Ghi chú |
TCVN 197
(ISO 6892) |
T< 3 |
12,5 / 20 |
50/ 80 |
75/ 120 |
250 |
|
| 3£ T< 6 |
25 |
5.65  |
180 |
300 |
| 6£ T£ 40 |
30 |
5.65 |
200 |
400 |
| T > 40 |
Æ10 |
50 |
70 |
180 |
| ASTM A370 |
T£ 6 |
12.5 |
50 |
60 |
200 |
|
| 6< T£ 40 |
40 |
200 |
220 |
400 |
| 5< T£ 40 |
Æ12.5 |
50 |
70 |
180 |
| - |
6 |
25 |
50 |
70 |
Khi mẫu nhỏ |
B. MẪU GIA CÔNG THỬ KÉO VẬT LIỆU THÉP TRÒN, THÉP VẰN:
| Phương pháp thử |
Đường kính mẫu |
W (D) |
lo |
P |
L |
Ghi chú |
| TCVN 197 |
Æ < 35 |
¾ Æ |
5D |
lo + 20 |
350 |
|
| ASTM A370 |
- |
Æ 12,5 |
50 |
60 |
200 |
|
THỬ KÉO-TỐC ĐỘ KÉO
| STT |
Phương pháp thử |
Tốc độ kéo, mm/phút |
Thép |
| Mẫu ngắn (*) |
Mẫu dài (**) |
| 1 |
TCVN 197 |
Trước khi chảy |
1,5 |
5 |
| Sau khi chảy |
20 |
50 |
| 2 |
ASTM A370 |
Trước khi chảy |
0,5 |
1,2 |
| Sau khi chảy |
20 |
50 |
(*): mẫu có chiều dài phần song song l £ 70 mm
(**): mẫu có chiều dài phần song song l > 70 mm
THỬ UỐN VẬT LIỆU - KÍCH THƯỚC MẪU
THÉP TẤM, HÌNH, THANH
| Phương pháp thử |
Chiều dày T |
W (D) |
t |
L |
Góc uốn, độ |
Đường kính gối uốn |
Ghi chú |
| TCVN 198 |
T £ 25mm |
>25 |
T |
250 |
180 |
Xem yêu cầu kỹ thuật (*) |
Thép tấm |
| > 25mm |
>25 |
25 |
300 |
180 |
| ƣ 35 |
D |
t |
300 |
180 |
Thép thanh |
| Æ > 35 |
25 |
- |
400 |
180 |
| ASTM A370 |
|
30 |
t |
300 |
180 |
Thép tấm |
| ƣ35 |
D |
- |
300 |
180 |
Thép thanh |
| Æ>35 |
Æ30 |
- |
300 |
180 |
| JIS Z2248 |
T £ 25mm |
35 |
t |
250 |
180 |
|
| > 25mm |
35 |
25 |
300 |
180 |
| Æ>30 |
Æ>35 |
- |
300 |
180 |
5. Tiến hành thử nghiệm
- Xác định diện tích mặt cắt ngang ban đầu (So)
Diện tích mặt cắt ngang ban đầu được tính từ việc đo các kích thước tương ứng. Độ chính xác của phép tính này phụ thuộc bản chất và loại mẫu thử. Điều này được thể hiện ở phụ lục A và D đối với các loại mẫu thử khác nhau.
- Đánh dấu chiều dài cữ ban đầu (Lo)
Mỗi đầu của chiều dài cữ ban đầu được đánh dấu bằng nét viết hoặc bằng vạch nhưng không được bằng khía chữ V vì có thể gây ra đứt sớm.
Đối với mẫu thử tỷ lệ, kết quả tính của chiều dài cữ ban đầu được làm tròn đến 5 mm do đó sự sai khác giữa chiều dài cữ và chiều dài đánh dấu phải nhỏ hơn 10% của Lo. Phụ lục F có sơ đồ để xác định chiều dài cữ ban đầu tương ứng với kích thước của mẫu thử hình chữ nhật. Chiều dài cữ ban đầu phải được đánh dấu với độ chính xác ± 1%.
Nếu chiều dài phần song song (Lc) lớn hơn nhiều so với chiều dài cữ ban đầu, ví dụ đối với mẫu thử không gia công, có thể đánh dấu một số chiều dài cữ phủ lên nhau, gối đầu nhau.
Trong một số trường hợp, để giúp cho việc đánh dấu, vẽ một đường song song với trục trên bề mặt của mẫu thử, dọc theo nó đánh dấu chiều dài cữ.
- Mẫu sau khi được kéo đứt sẽ được ghép lại, dùng thước cặp đo chiều dài sau khi đứt (l)
Độ giãn dài tương đối Ɛ = , làm tròn đến 0,1% , làm tròn đến 0,1%
- Xác định giới hạn bền, lực kéo đứt:
Giới hạn chảy, lực chảy khi không có yêu cầu nào khác thì lấy giá trị chảy dưới (trừ thép cốt bê tông TCVN 7973 -1:2009 lấy giới hạn chảy trên) hoặc được ghi trực tiếp từ máy ( nếu máy ghi nhận được) lấy 3 chữ số có nghĩa
Độ bền kéo Rb =
Giới hạn chảy Rc =
6. Độ chính xác của kết quả thử
Độ chính xác của các kết quả đo thử kéo được giới hạn bởi các thông số liên quan đến vật liệu, mẫu thử, thiết bị thử, cách tiến hành thử và phương pháp tính các đặc tính cơ học.
Đặc biệt hơn, cần chú ý đến các nguyên nhân sau của độ không đảm bảo đo:
- độ không đồng nhất tồn tại trong lò chế tạo nhận được từ các mẻ vật liệu riêng;
- hình dạng mẫu thử, phương pháp chuẩn bị và dung sai;
- phương pháp kẹp mẩu và đặt trục tác dụng lực;
- máy thử và hệ thống đo kết hợp lại (độ vững vàng, sự chuyển động, sự kiểm tra, phương pháp vận hành;
- việc đo kích thước mẫu thử, đầu chiều dài cữ, chiều dài cữ ban đầu cho máy độ giãn, đo lực và độ kéo dài;
- nhiệt độ thử và tốc độ đặt tải trong các giai đoạn thử kế tiếp nhau,
- sai số do con người hoặc phần mềm kết hợp với việc xác định các đặc tính kéo.
Hiện nay do thiếu số liệu của tất cả các loại vật liệu nên không thể qui định các giá trị của độ chính xác cho các đặc tính khác nhau đo được bằng thử kéo.
Các yêu cầu và dung sai trong tiêu chuẩn này không cho phép xác định ảnh hưởng của tất cả các thông số này. Cần phải sử dụng phép thử giữa các phòng thử nghiệm đối với việc xác định toàn bộ độ không đảm bảo đo các kết quả trong điều kiện gần với thực tế sản xuất của phép thử. Tuy nhiên, các phép thử đó không cho phép phân chia các ảnh hưởng liên quan đến vật liệu từ các sai số do phương pháp thử.
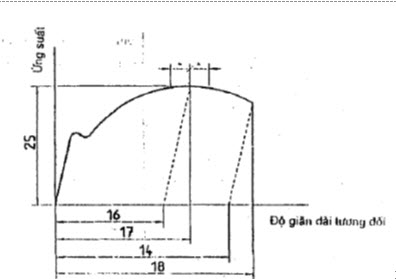
 Định nghĩa độ giãn dài Định nghĩa độ giãn dài
Trục tung biểu thị lực kéo (kG), trục hoành biểu thị giá trị độ giãn dài của mẫu thử (mm) ứng với các giá trị lực kéo, trên biểu đồ kéo ta có thể thấy giá trị giới hạn bền, giới hạn chảy, giới hạn đàn hồi và cũng từ đó xác định được độ dẻo của vật liệu.

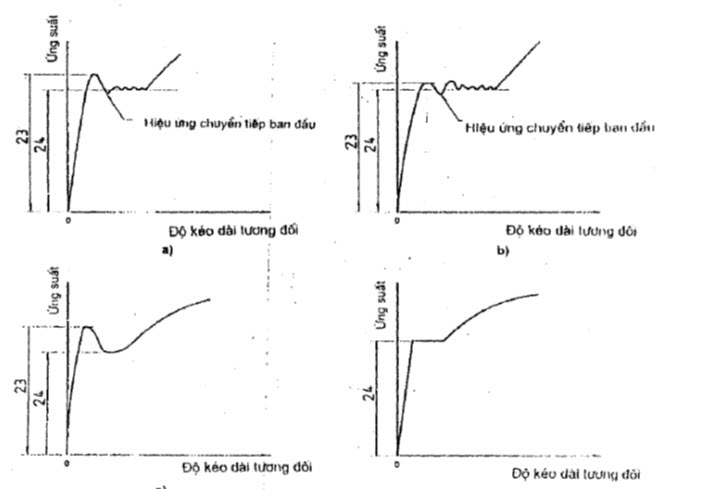
Định nghĩa giới hạn chảy trên và dưới đối với loại đường cong khác nhau
Nhưng trong thực tế do nhiều vật liệu giòn khó xác định được giới hạn chảy nên người ta qui ước σch = 0,2, tức là ứng suất tại đó khi bỏ tải trọng có độ biến dạng dư là 0,2% so với chiều dài ban đầu của mẫu.
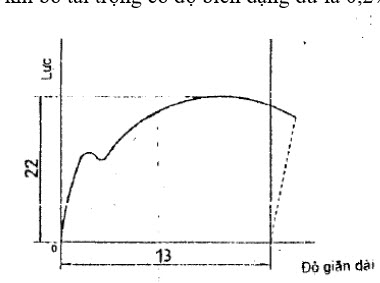
 Hình 8 – Lực lớn nhất Hình 8 – Lực lớn nhất

Hình 10 – Các mẫu thử bao gồm vị trí không qua gia công của sản phẩm

Mẫu thử tỷ lệ
7. Đánh giá sai số kết quả
Kết quả của hai chương trình thử giữa các phòng thử nghiệm (chương trình A, tham khảo [7] và chương trình II, tham khảo [B]) được coi như là ví dụ của loại không đảm bảo đo, là đặc trưng nhận được khi thử vật liệu kim loại.
Đối với từng khu loại thuộc chương trình này, số lượng phôi mẫu được lấy ngẫu nhiên từ vật liệu gốc. Việc khảo sát sơ bộ kiểm tra tính đồng nhất của vật liệu gốc và cung cấp số liệu về độ phân tán “bản chất” của đặc tính cơ học trong vật liệu gốc. Các phôi được gửi đến các phòng thử nghiệm riêng biệt ở đó các mẫu thử được gia công đến kích thước thường dùng. Chỉ các yêu cầu đối với mẫu thử và phép thử của chúng là phải phù hợp với các yêu cầu của tiêu chuẩn thích hợp. Các phép thử nếu được tiến hành trong thời gian ngắn, do cùng người vận hành sử dụng cùng một máy.
Số lượng trên là gần 95% khoảng tin cậy của  . Chúng được tính cho từng loại vật liệu thử và từng đặc tính. . Chúng được tính cho từng loại vật liệu thử và từng đặc tính.
Bảng K.1. – Kết quả thử kéo giữa các phòng thử nghiệm
| Vật liệu |
Nhôm |
Nhôm |
Thép cácbon |
Thép không gỉ austenit |
Hợp kim niken |
Thép không gỉ martensit |
| |
EC-H 19 |
2024-T 351 |
C 22 |
X 7 CrNi Mo
17 – 12 - 02 |
Ni Cr 15 Fe 8 |
X 12 Cr 13 |
Giới hạn chảy với độ uốn 0,2%, MPa
| Trung bình tổng |
158,4 |
362,9 |
402,4 |
480,1 |
268,3 |
967,5 |
| UCr (%) |
4,12 |
2,82 |
2,84 |
2,74 |
1,86 |
1,84 |
| UCL (%) |
0,42 |
0,98 |
4,04 |
7,66 |
3,94 |
2,72 |
| UCR (%) |
4,14 |
2,98 |
4,94 |
8,14 |
4,36 |
3,28 |
Giới hạn bền kéo, MPa
| Trung bình tổng |
176,9 |
491,3 |
596,9 |
694,6 |
695,9 |
1 253.0 |
| UCr (%) |
4,90 |
2,48 |
1,40 |
0,78 |
0,86 |
0,50 |
| UCL (%) |
- |
1,00 |
2,40 |
2,28 |
1,16 |
1,16 |
| UCR (%) |
4,90 |
2,66 |
2,78 |
2,40 |
1,44 |
1,26 |
Độ giãn dài trên chiều dài tính toán bằng 5 lần đường kính, %
| Trung bình tổng |
14,61 |
18,04 |
25,63 |
35,93 |
41,58 |
12,39 |
| UCL (%) |
8,14 |
6,94 |
6,00 |
3,96 |
3,22 |
7,22 |
| UCR (%) |
4,06 |
17,58 |
8,18 |
14,36 |
7,00 |
13,70 |
| UCr (%) |
9,10 |
18,90 |
10,12 |
14,90 |
7,72 |
15,48 |
Độ thắt, %
| Trung bình tổng |
79,14 |
30,31 |
65,59 |
71,49 |
59,34 |
50,49 |
| UCr (%) |
4,86 |
13,80 |
2,56 |
2,78 |
2,28 |
7,38 |
| UCL (%) |
1,46 |
19,24 |
2,88 |
3,54 |
0,68 |
13,78 |
| UCR (%) |
5,08 |
23,66 |
3,84 |
4,50 |
2,38 |
15,62 |
HÃY LIÊN HỆ NGAY VỚI CHÚNG TÔI THEO SỐ HOTLINE BÊN DƯỚI ĐỂ ĐƯỢC TƯ VẤN CHI TIẾT HƠN !

|